
24
2018
-
01
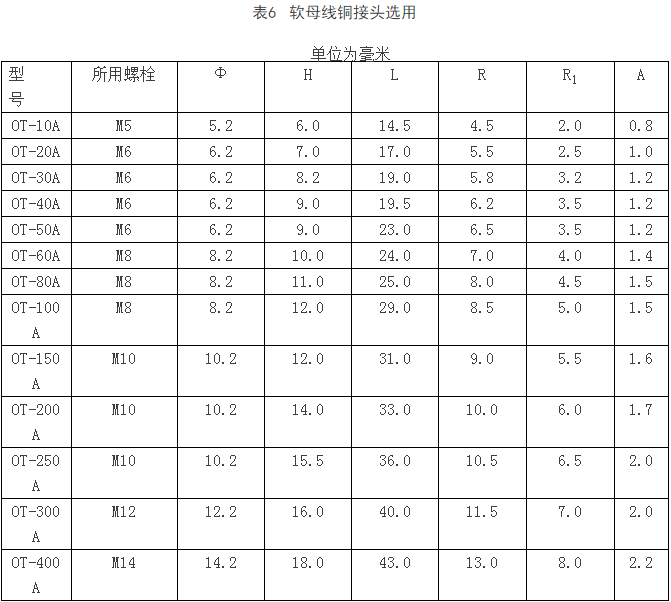
講解配電設備母線制作
要(yào / yāo)想成爲(wéi / wèi)母線制作的(de)老司機首先必須熟悉看懂方案一(yī / yì /yí)次系統圖,并且對各種櫃型結構做到(dào)心中有數,牛逼的(de)老司機不(bù)僅掌握以(yǐ)上(shàng)技術,對于(yú)大(dà)電流櫃體的(de)母線長期載流過熱,如何确定母線的(de)走向,母線搭接,以(yǐ)保證櫃體内部母線通流能力等等。當然對于(yú)設備操作工具使用就(jiù)不(bù)多說(shuō)了(le/liǎo)。 現在(zài)高智能的(de)自動化設備越來(lái)越多,在(zài)這(zhè)裏我們還是(shì)按老方式和(hé / huò)大(dà)家交流交流; 設備工具:彎排機、多功能剪切機、台式砂輪機、台式鑽床、沖孔模;台虎鉗
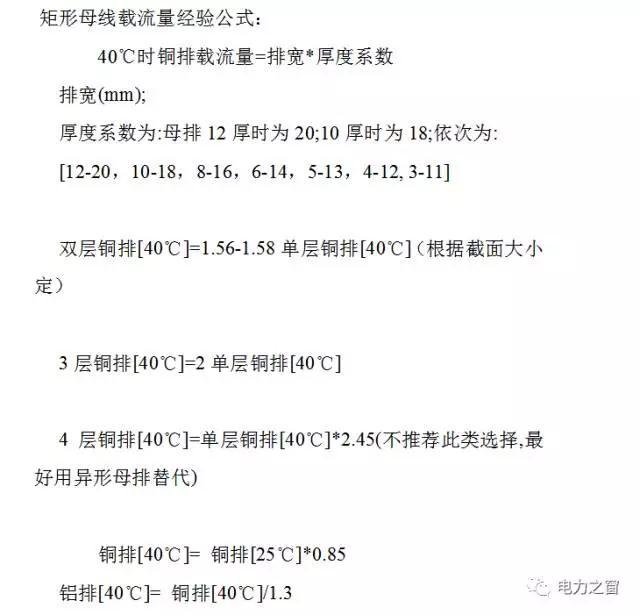
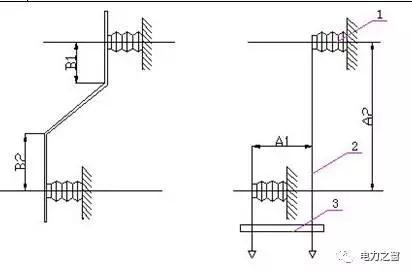
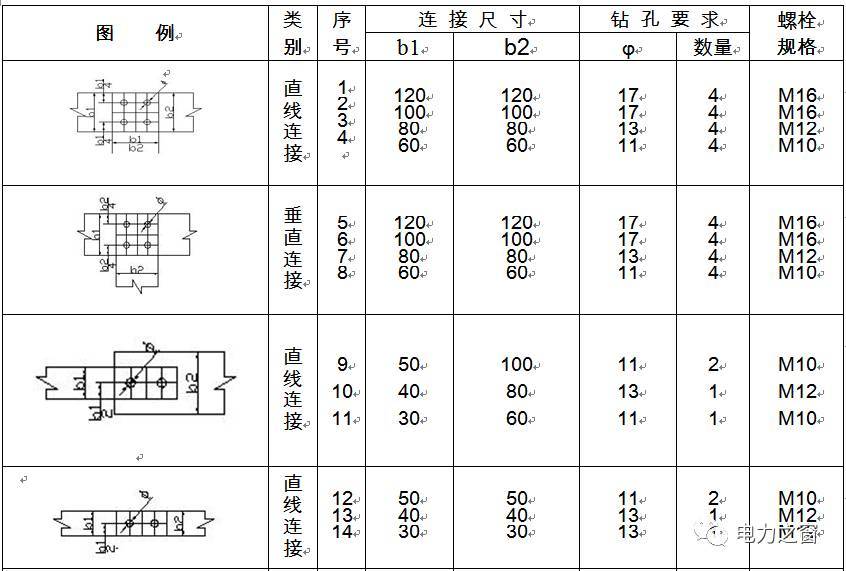
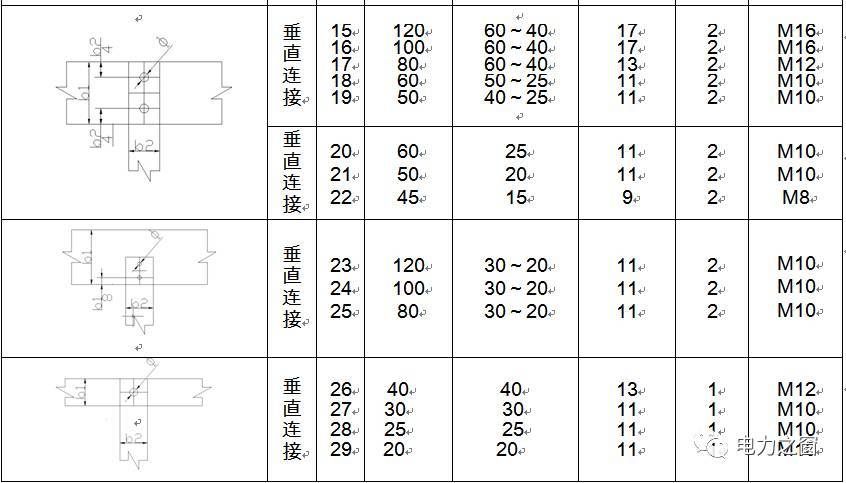
3)、根據測量數據計算下料所需的(de)母線長度:
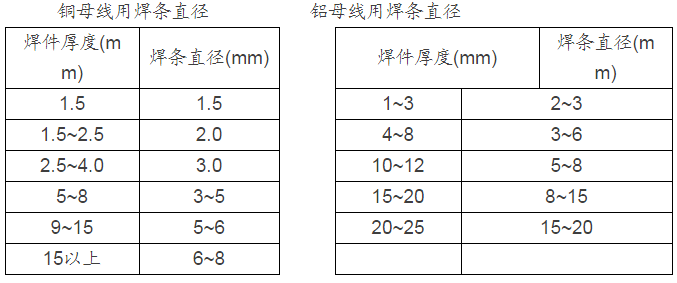
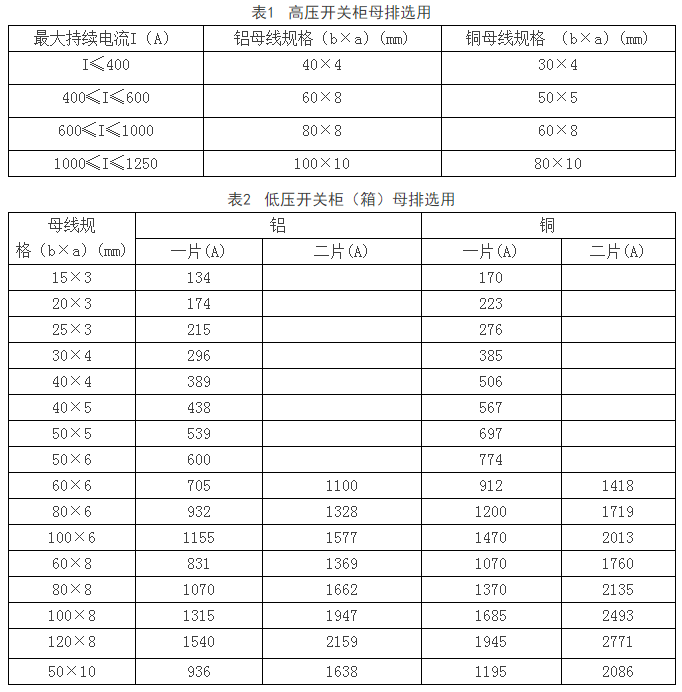
4.材料申領,對于(yú)母線質量是(shì)否合格,一(yī / yì /yí)般老司機從母線顔色,就(jiù)能一(yī / yì /yí)眼看出(chū),當然有鍍層的(de)除外,另外下料,折彎過程也(yě)可以(yǐ)判斷出(chū)母線質量。
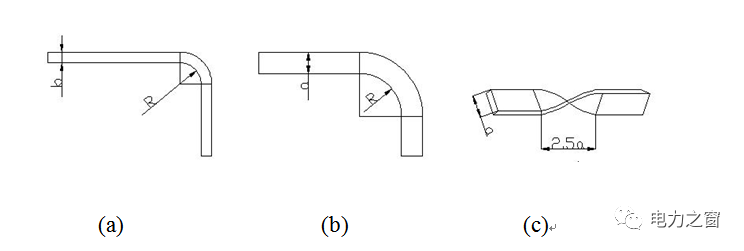
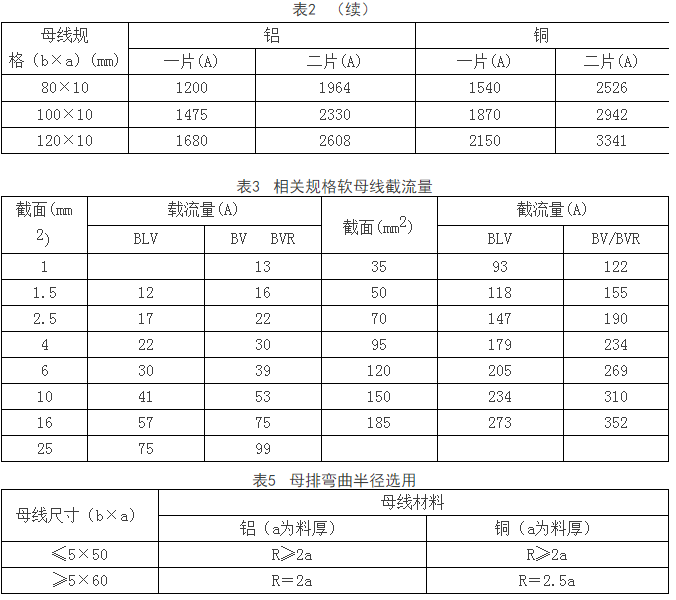
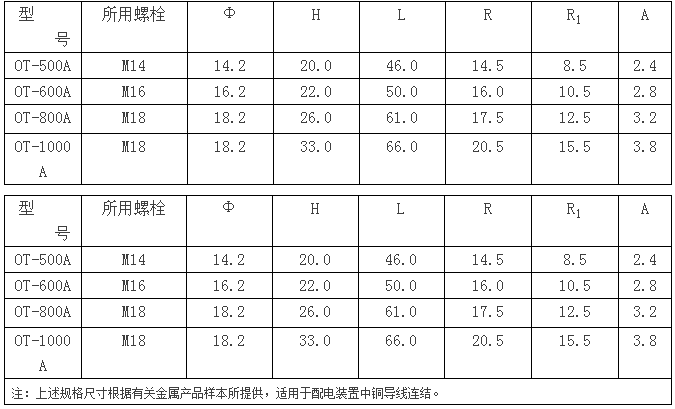
5.硬母線排矯直:矯直的(de)方法一(yī / yì /yí)般有手工矯直和(hé / huò)機械矯直兩種:


上(shàng)一(yī / yì /yí)頁
下一(yī / yì /yí)頁
上(shàng)一(yī / yì /yí)頁
下一(yī / yì /yí)頁
技術|高壓與低壓、強電和(hé / huò)弱電的(de)區别
2018-01-24
2018-01-24
見故障判斷及處理(高壓開關櫃) 高壓開關櫃的(de)運行維護分析
2018-01-24
漲知識 | 精解無功補償的(de)原理、作用及專業術語大(dà)全
2018-01-24
2018-01-24
2018-01-24
研發 | 制造 | 銷售
成套輸配電開關設備主要(yào / yāo)制造商!
 400-114-5858
400-114-5858

 E-mail
E-mail 